Dit artikel is gebaseerd op het Engelse artikel ‘Tailorcrete: Innovative industrial methods for future digital concrete architecture’ door de auteurs Wilson Ricardo Leal da Silva, Thomas Juul Andersen en Lars Nyholm Thrane – Danish Technological Institute – november 2016
Productiemethode voor digitale betonarchitectuur
Het Deense TailorCrete-project brengt de haalbare productie van digitale betonarchitectuur een stap dichterbij dankzij innovatieve industriële productiemethoden.
De productie van niet-standaard betonconstructies vormt een grote uitdaging. Voor de toekomst ligt die uitdaging met name in de invoering van nieuwe en kosteneffectieve manieren om niet-standaard bekistingen te fabriceren. Met dit doel voor ogen heeft het Danish Technological Institute (DTI) het TailorCrete-project gecoördineerd. Het project was erop gericht om de afstemming te bevorderen tussen de mogelijkheden van digitale 3D-modellering met behulp van geavanceerde Computer-Aided Design (CAD)-software en die van de fabricage van bekistingen en wapening. Dit om de realisering van digitale betonarchitectuur mogelijk te maken.
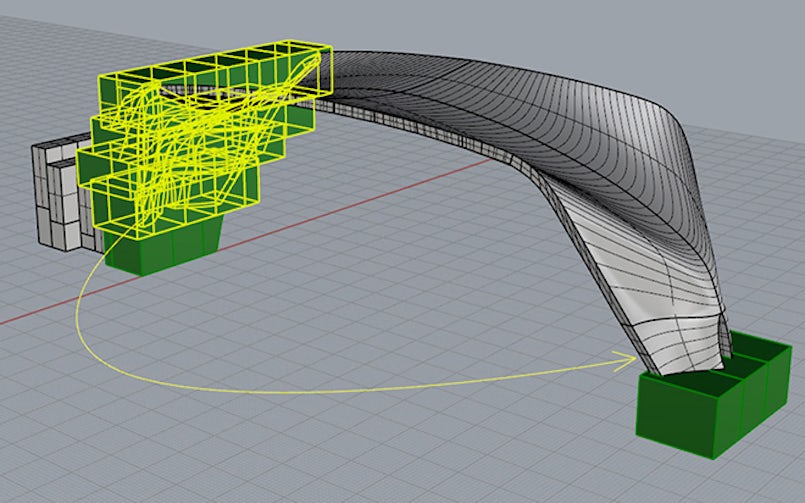
Artist’s impression van de TailorCrete Demonstrator.
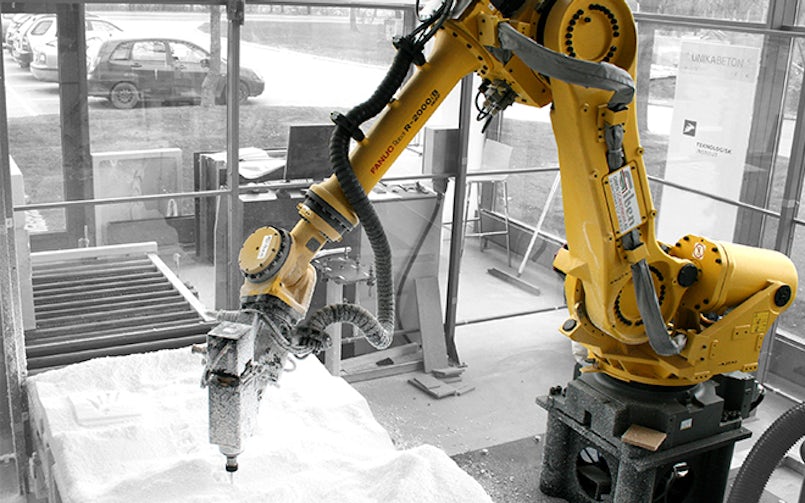
Het High-Technology Concrete Laboratory (de geautomatiseerde betoncentrale).
Demonstratie innovatieve industriële methoden
In het project zijn nieuwe methoden en technologieën geïntroduceerd om betonconstructies en -oppervlakken te realiseren in complexe vormen. Hierbij is gebruikgemaakt van een geïndustrialiseerde, kosteneffectieve en duurzame benadering op basis van digitale architectonische ontwerpen, robotproductie en betontechnologie. Deze benadering biedt de mogelijkheid om de architectonische waarde van betonnen bouwwerken te vergroten en zorgt voor innovatieve en geavanceerde architectuur in de traditionele woningbouw. Het nut van de technologieën die zijn ontwikkeld in het kader van het TailorCrete-project wordt aangetoond door de ‘Demonstrator’. Deze grote sculpturale betonconstructie is gebouwd in het Deense Aarhus. Dit artikel beschrijft de belangrijkste ontwikkelingen van het TailorCrete-project en geeft details over de constructie van de Demonstrator.
Gerobotiseerde freessystemen
Voor de fabricage van de bekisting zijn gerobotiseerde freessystemen (subtractieve fabricage) ontwikkeld. Robots beschikken namelijk over een oneindig aantal mogelijkheden om niet-gestandaardiseerde bouwonderdelen te maken. En doordat de mens-robot-interactie continu wordt verbeterd en robots bovendien steeds goedkoper worden, komt het gebruik ervan in de bouw steeds meer binnen handbereik. Het digitale bekistingssysteem maakt de realisatie van complexe CAD-modellen relatief eenvoudig. Veel projectactiviteiten werde ontwikkeld in het High-Technology Concrete Laboratory van het DTI. Dit laboratorium is uitgerust met een volledig geautomatiseerde betoncentrale en een 6-assige industriële robot van Fanuc.
De 6-assige industriële robot.
De EPS-blokken zijn voorgesneden met behulp van hittedraden.
EPS
Naast de gerobotiseerde freessystemen zijn lichtgewicht bekistingsmaterialen, coatings en ontkistingsmiddelen gebruikt. Blokken van geëxpandeerd polystyreenschuim (EPS) vormen het basismateriaal voor de gefreesde bekistingen. EPS is, dankzij het lage gewicht, eenvoudig te frezen en toch sterk, ondanks een hoog luchtgehalte (tot wel 98%). Schoon EPS kan bovendien worden gerecycled, waardoor de milieubelasting tot een minimum wordt beperkt.
Verbeterde kosteneffectiviteit
Voorbeelden van architectonische projecten die met behulp van een bekisting van gefreesd EPS zijn gerealiseerd, zijn de Spencer Dock Bridge in Dublin (Ierland) en een paviljoen in Glostrup (Denemarken) dat is gebouwd in het kader van het Deense onderzoeks- en ontwikkelingsproject Unique Concrete Structures (genaamd UniKaBeton). Deze projecten tonen enerzijds een deel van de mogelijkheden van gefreesde bekistingen, anderzijds leggen ze enkele zwakke punten bloot. Met name het hergebruik en het recyclen van EPS vormen doorgaans een probleem. Het scheiden van EPS en de aangebrachte coating blijkt namelijk een tijdrovende klus te zijn. Het TailorCrete-project is daarom gericht op het verbeteren van de kosteneffectiviteit bij het frezen van bekistingen. Dit is gedaan door middel van:
optimalisatie van gerobotiseerde freesmethoden;
minimalisering van de hoeveelheid gefreesd materiaal;
hergebruik en recycling van bekistingen;
fabricage van gladde betonoppervlakken;
verbetering van de lossing van de bekisting.
Het betonnen paviljoen in Glostrup, gebouwd in het kader van het Deense onderzoeks- en ontwikkelingsproject Unique Concrete Structures (genaamd UniKaBeton).
Fabricage van de bekistingsblokken met behulp van de 5-assige frees in het Danish Technological Institute.
Optimalisatie gerobotiseerde freesmethoden
Om gerobotiseerd frezen te optimaliseren is het belangrijk de freestijd te reduceren. Het is van belang om de juiste balans te vinden tussen het freesgereedschap, de freesmethode en de kwaliteit van het oppervlak. Dankzij het gebruik van geavanceerde 5-assige systemen (waarbij het freesgereedschap gekanteld wordt aan de hand van de kromming van het gefreesde oppervlak), bleek het mogelijk om de freestijd met het zesvoudige te reduceren ten opzichte van traditionele 3-assige systemen (waarbij het freesgereedschap een vaste hoek heeft). Het freesproces wordt hiernaast getoond.
Minimalisering hoeveelheid gefreesd materiaal
Door het gebruik van een steunconstructie in de gefreesde bekisting konden aanzienlijke hoeveelheden EPS worden bespaard. Hierdoor konden niet-standaard geometrieën worden gesplitst in een standaard rooster, dat gemakkelijker te beheersen is tijdens het ontwerp- en bouwproces. Voor de Demonstrator werden alle EPS-blokken voorafgaand aan het frezen met behulp van hittedraden voorgesneden. De bekistingen voor en achter werden als één geheel beschouwd, dat onder een hoek werd gesneden op basis van de kromming van de constructie.
De EPS-blokken zijn voorgesneden met behulp van hittedraden.
Hergebruik, recycling en lossing van bekistingen
Wanneer beton tegen een bekisting van gefreesd EPS wordt gegoten, kan ontkisten lastig zijn, vooral wanneer sprake is van grote krommingen. Experimenten tonen aan dat het aanbrengen van een vloeibare coating op gefreesde oppervlakken kan resulteren in een gladde afwerking van het beton. Echter, bij het ontkisten breekt vaak de bekisting en wordt het moeilijk de coating van het EPS te scheiden. Het recyclen van EPS wordt hierdoor bemoeilijkt. Om dit probleem op te lossen, werd een nieuw coatingsysteem met een flexibele membraan ontwikkeld. Met een 0,5 mm dikke siliconenmembraan, die eenvoudig te hanteren en aan te brengen is op het gefreesde EPS, werden optimale resultaten behaald. Het beton kan, na het storten over het gefreesde EPS met siliconencoating, gemakkelijk worden losgemaakt. Zowel het EPS als de membraan kunnen daarna worden hergebruikt of gerecycled. Bij de Demonstrator kon met behulp van deze technologie 90% van de bekisting worden hergebruikt. In dit geval werd de constructie ontworpen met een rotatielijn over het midden (fig. 6). De twee helften van de constructie zijn hierdoor gelijk, met uitzondering van het onderste gedeelte, aangezien dit afwijkende uiteinden heeft.
De Demonstrator werd ontworpen met een rotatielijn over het midden. Door toepassing van een coatingsysteem met flexibel membraan kon de bekisting worden hergebruikt.
Demonstrator
Het Turkse architectenbureau SuperPool ontwierp de Demonstrator met behulp van de nieuwste digitale 3D-modelleringstools. De constructie heeft een geavanceerde geometrie, die met traditionele methoden complex en moeilijk te bouwen zou zijn. De Demonstrator bevat een maximum aan technologieën die speciaal zijn ontwikkeld in het kader van het TailorCrete-project. Het uiteindelijke ontwerp omvatte een dragende constructie met middelgrote (dakconstructie) tot grote (pootconstructies) krommingen. De afmetingen zijn circa 21,0 m x 6,0 m x 6,0 m.
Montage van geprefabriceerde delen
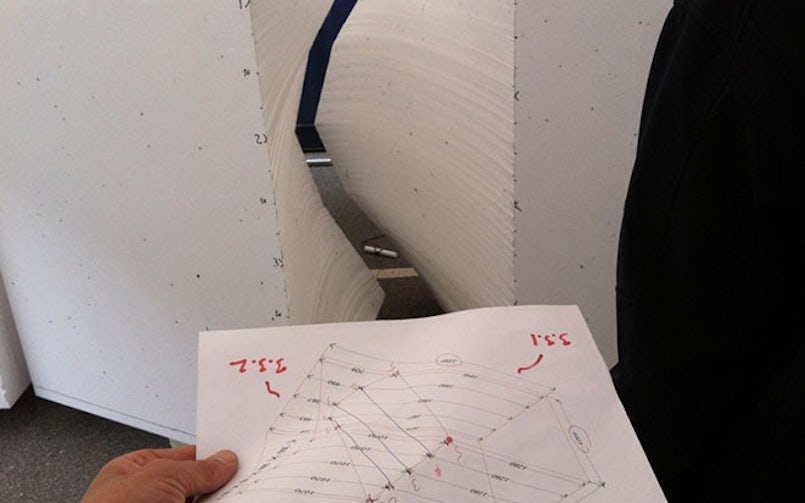
Om de montage van de bekisting ter plaatse te vereenvoudigen, werden de geprefabriceerde delen voorzien van een identificatienummer. Dit nummer had betrekking op de uiteindelijke locatie binnen de constructie. De onderdelen van de bekisting werden getransporteerd in een container, en werden geplaatst op basis van de gebruiksvolgorde ter plaatse. Hiermee kon een optimale logistiek worden gerealiseerd. Figuur 7 toont de eerste bekistingslaag die ter plaatse gemonteerd werd en de stalen wapening. De montage van de bekisting gaf weinig problemen dankzij de grote nauwkeurigheid als gevolg van de digitale fabricage. De positie van de trekstangen was tijdens de ontwerpfase vastgesteld. Hierdoor konden de benodigde gaten in de bekisting worden voorgeboord met behulp van robottechnologie.
De eerste bekistingslaag wordt geassembleerd op het bouwterrein.
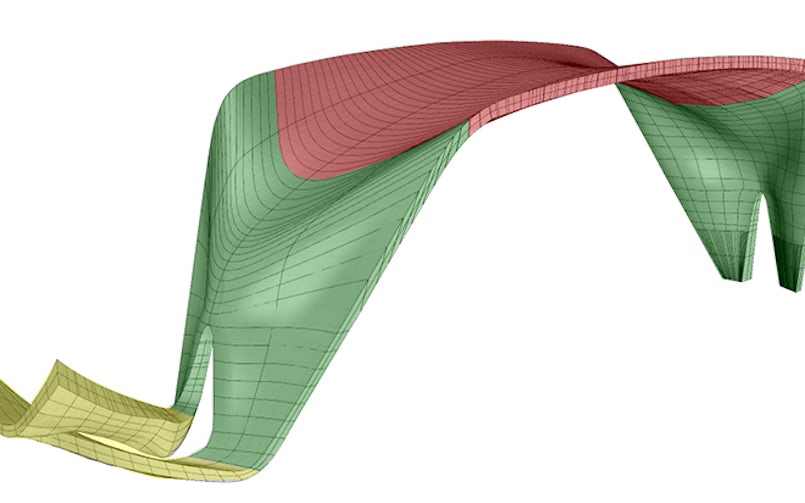
Het beton werd gestort in vier fasen: pootconstructies (groen, fase 1 en 2), staartconstructie (geel, fase 3) en dakconstructie (rood, fase 4).
Storten
Bij het storten van het beton is gebruikgemaakt van een aangepaste slang met kleine diameter. Ondanks het feit dat er gebruik is gemaakt van zelfverdichtend beton, was dit nodig om de slang tussen de wapening te krijgen tot onderaan in de bekisting. Tijdens het storten werd de slang van daaruit geleidelijk en langzaam omhoog getrokken, om ervoor te zorgen dat de bekisting helemaal gevuld werd en er geen luchtholtes konden ontstaan in met name de sterk gekromde delen. De Demonstrator werd in vier fasen gestort (zie figuur). Voor de twee poten en de staartconstructie werd zelfverdichtend beton door een dunne slang gepompt, die was aangebracht in een kleine opening aan de bovenzijde van de bekisting. Voor de horizontale plaat werd daarentegen traditioneel beton gestort. Dit onderdeel was niet voorzien van tegenbekisting, waardoor de afwerking van het oppervlak handmatig moest gebeuren.
Ontkisten
Het ontkisten leverde in de praktijk meer problemen op dan in het laboratorium. Ten eerste waren de loseigenschappen van de siliconenmembraan door blootstelling aan weersinvloeden veranderd, waardoor het niet zo gemakkelijk kon worden gescheiden van het beton. Ten tweede waren de bevestigingspunten van de membranen niet toegankelijk tijdens het ontkisten, aangezien ze zich langs de zijkanten van het EPS bevonden. Als de bevestigingspunten zich aan de achterzijde van de bekisting hadden bevonden, had het EPS naar buiten kunnen worden getrokken. De membraan zou dan gemakkelijk zijdelings kunnen worden losgemaakt. Toch werden alle EPS-blokken hergebruikt, al moest 90% van de membranen worden vervangen.
Detail van de stalen wapening.
De opgeleverde Demonstrator.
Eindconstructie
Het betonoppervlak van de Demonstrator vertoont een hoogwaardige afwerking voor wat betreft gladheid en afwezigheid van holtes in het oppervlak. In sommige delen was de bekisting enigszins verkeerd uitgelijnd geraakt tijdens montage en storten. Hoewel dit zichtbaar is wanneer de constructie van heel dichtbij wordt bekeken, heeft dit geen nadelig effect op het algemene uiterlijk. Figuur 9 toont details van het oppervlak van de Demonstrator, zoals de vingerafdruk die achterbleef als gevolg van het freesproces. Figuur 10 toont het eindresultaat.
Opgedane ervaringen
Voor het TailorCrete-project werd een nieuw bekistingssysteem ontwikkeld op basis van gerobotiseerde freestechnologie. Het gebruik van een geavanceerd 5-assig freessysteem zorgde voor een aanzienlijke verbetering van de kosteneffectiviteit van het freesproces. De ontwikkeling van een vaste steunconstructie met een rooster en het gebruik van een snijmethode met hittedraden voorafgaand aan het frezen, zorgden ervoor dat de hoeveelheid gefreesd materiaal tot een minimum kon worden beperkt. De toepassing van flexibele membranen zorgde voor een glad betonoppervlak, terwijl de bekisting kon worden hergebruikt en het afvalmateriaal kon worden gerecycled. De montage van de bekisting was eenvoudig dankzij de grote nauwkeurigheid van de digitale fabricage. Het gebruik van zelfverdichtend beton resulteerde in betonoppervlakken van hoge kwaliteit. De bouw van de Demonstrator toont aan dat alle technologieën die in het kader van dit project werden ontwikkeld, gereed zijn voor toepassing bij de uitvoering van architectonisch veeleisende betonconstructies. De ervaringen die zijn opgedaan met de digitale fabricage inspireren het team van experts van het DTI High-Tech Concrete Laboratory om de volgende stap te zetten: 3D-printen van betonelementen.